
Engineering LCD Series - Flex 63A Resin Clear 500 ml
 - Formfutura")
Cena za szt.
Opis produktu
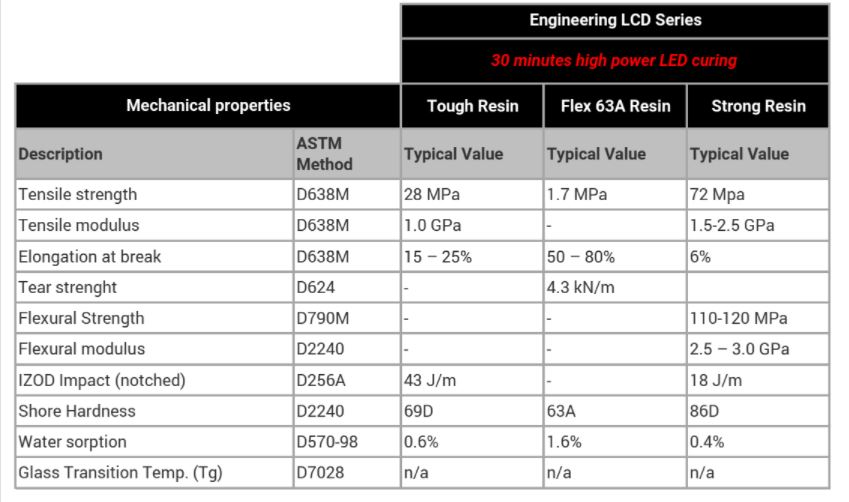
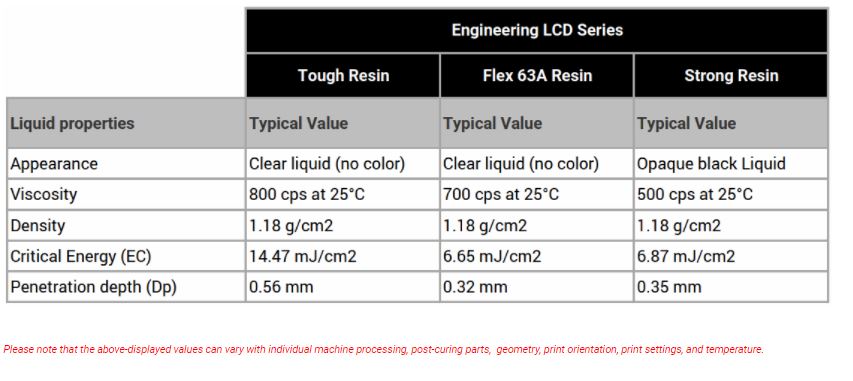
Engineering LCD – Flex 63A Resin to bardzo elastyczna i wyjątkowo przezroczysta żywica do drukowania 3D o niskiej twardości powierzchniowej 63A. Połączenie giętkości z elastycznością sprawia, że seria FormFutura Engineering LCD – Flex 63A Resin jest bardzo wszechstronną żywicą do drukowania 3D do szerokiego zakresu zastosowań.
Fotopolimerowe żywice do druku 3D Formfutura z serii Engineering LCD zostały specjalnie zaprojektowane pod kątem kompatybilności i doskonałej przetwarzalności ze wszystkimi typami drukarek 3D LCD/LED/MSLA typu open source.

Właściwości
- Doskonała elastycznośćDobre właściwości sprężyste praktycznie bez przebarwień i/lub żółknięcia•
- Przetwarzanie prawie bezwonne
- Kompatybilność ze wszystkimi drukarkami 3D typu open source SLA, DLP i LCD w zakresie 385 - 405 nm
- Wysoka dokładność wymiarowa i niski skurcz
- Niezwykle przezroczysty
- Wysokie właściwości wydłużenia do 80%
Zastosowanie
- Uszczelki i plomby
- Funkcjonalne prototypowanie
- Produkcja krótkoseryjna
- Urządzenia do noszenia
- Aplikacje miękkie w dotyku
Przygotowania przed rozpoczęciem drukowania
- Wstrząsaj butelką przez co najmniej 2 minuty przed każdym użyciem.
- Po wstrząśnięciu butelką pozostaw żywicę na 10 minut, aby pęcherzyki powietrza wydostały się z żywicy
- Żywicę można wlać z powrotem z kadzi do butelki po zakończeniu wydruku
- Podczas pracy z żywicami zawsze używaj środków ochronnych, takich jak okulary ochronne i rękawice nitrylowe.
Przetwarzanie końcowe:
- Radzimy przetworzyć wydruk 3D w celu uzyskania właściwości materiału
- Opłucz wydrukowany obiekt 3D w IPA lub (bio)etanolu przez około 5 minut
- Zalecana jest myjka ultradźwiękowaUpewnij się, że płukane IPA i/lub (bio)etanolem przedmioty są idealnie suche przed dalszym utwardzaniem
- Umieść wypłukane części w dobrze wentylowanym miejscu na co najmniej 30 minut lub użyj sprężonego powietrza przez co najmniej 2 minuty
- Utwardź przedmiot w komorze do utwardzania o dużej mocy przez około 20-30 minut w temperaturze 65°C
- Preferowana długość fali utwardzania wynosi od 300 do 410 nm
Uwaga !
Należy zawsze pamiętać, że podczas drukowania 3D z żywic, należy zachować ostrożność i używać środków ochrony osobistej zgodnie z kartami charakterystyki.
Zawsze chroń drogi oddechowe podczas szlifowania/cięcia przedmiotu z żywicy.
Podczas pracy z żywicami i nieutwardzonymi przedmiotami z żywicy należy zawsze używać rękawic nitrylowych.
Opinie
Dodaj opinię, dzięki temu również i Ty otrzymasz wiarygodną informację o produkcie.













